

Мнение автора может не совпадать с мнением редакции
Цель проекта - строительство деревянных домов по технологии МНМ (Massiv-Holz-Mauer, Германия). Возводимые дома экологически безопасные, энергоэффективные и быстровозводимые.
Изготовленные на нашем предприятии деревянные стеновые панели с вырезанными оконными и дверными проемами, а также с техническими каналами под коммуникации, фронтоны, фасады, перекрытия, элементы кровли поставляются на объект строительства, где и происходит их монтаж.На сборку дома площадью от 100 до 200 м²уходит от 4 до 7 дней.
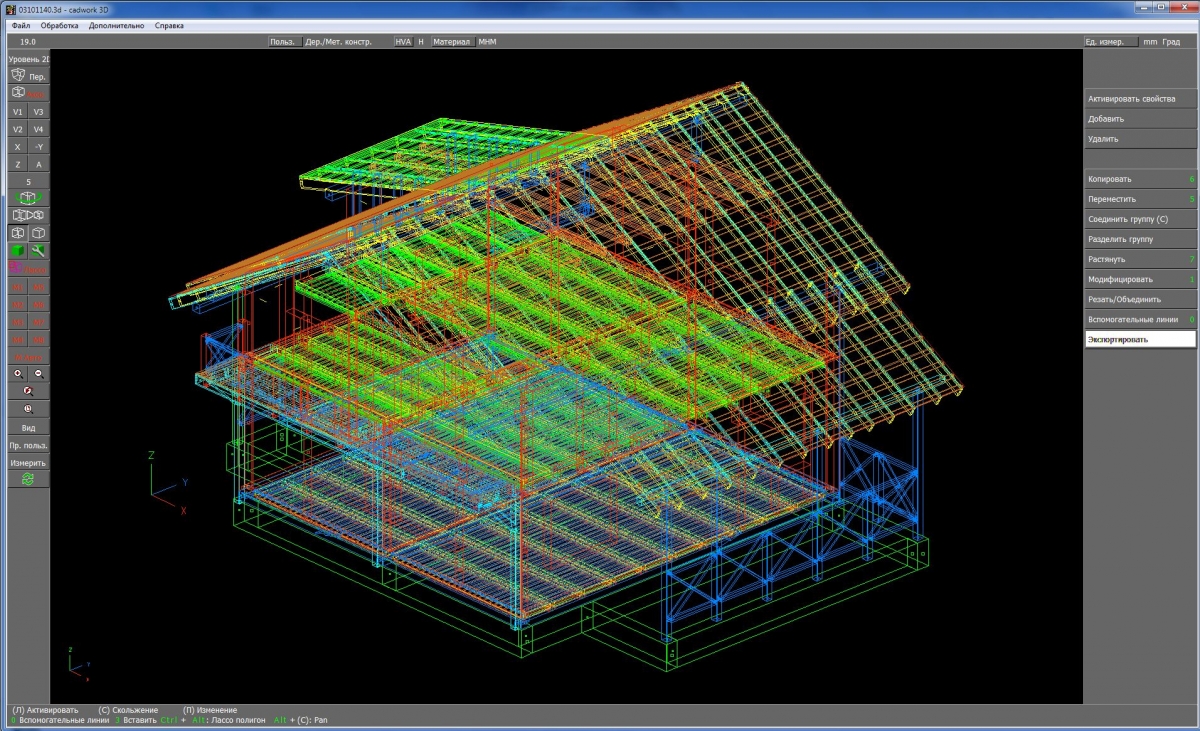
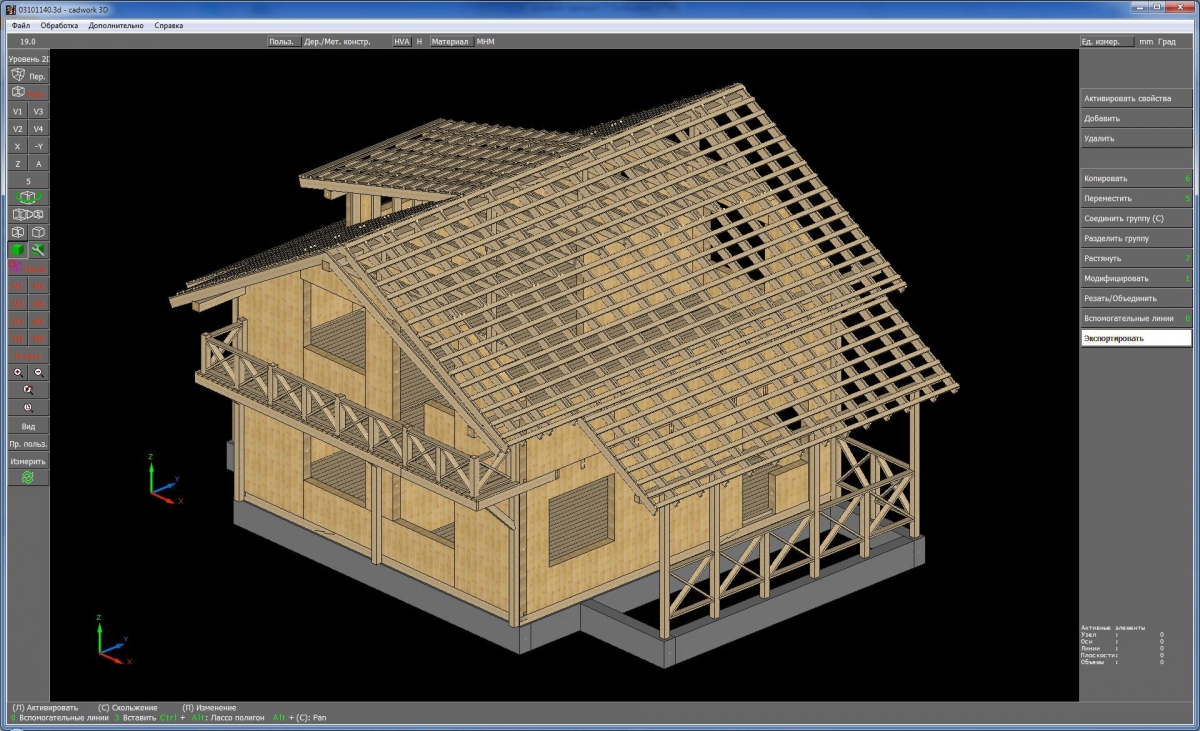
Проектирование осуществляется с помощью программного обеспечения CADwork, которое является лидером в области проектирования деревянных конструкций.
Сушка сырья
Сырье, поступающее на производственный комбинат компании Вудвилль проходят этап мягкой бережной сушки на современном оборудовании, австрийского производства. Пиломатериал просушивается в сушильных камерах до конечной влажности 9-10 %
Сортировка пиломатериала
Далее доски отправляются непосредственно в производственный модуль, где происходит отбор по сортам. Для изготовления стеновых панелей MHM используется пиломатериал 0-3 сорта (ГОСТ № 8486-86 «Пиломатериалы хвойных пород. Технические требования»).
Строгание
Затем на четырехстороннем строгальном станке доски обрабатываются следующим образом: на одной стороне доски фрезеруются продольные пазы для повышения теплоизоляционных свойств, обратная сторона доски строгается с гладкой поверхностью, на двух боковых кромках нарезается четверть для предотвращения продувания панелей.
Изготовление заготовки стеновой панели
Для изготовления заготовки стеновой панели используется станок «Wandmaster». Заранее подготовленные профилированные доски автоматически крестообразно укладываются в слои в продольном и поперечном направлении и сбиваются алюминиевыми желобчатыми шрифтами послойно, диагонально через каждые 14-20 сантиметров, в зависимости от ширины доски. На выходе получаются массивные деревянные панели, максимальный размер которых 3,0х6,0 метров, толщина панели от 115 мм до 345 мм.

Обработка заготовки стеновой панели:
Готовые стеновые элементы с помощью транспортера перемещаются в портально - обрабатывающий центр PBA. Здесь поверхность плиты фрезеруется по толщине, тем самым выравнивается внутренняя поверхность стен. Далее происходит раскрой заготовки в готовый элемент стены будущего дома – панель обрабатывается по контуру, в ней вырезаются оконные и дверные проемы, а также технологические каналы под коммуникации.


Производство стропильных систем, лестниц:
Одновременно с изготовлением стен, идет подготовка лестниц и стропильной системы на другом специализированном станке «Hundegger K2i». Это полностью автоматизированный станок позволяющий оператору станка работать, как в ручном, так и в автоматическом режиме при помощи машинных данных рассчитанных проектно-конструкторским департаментом. Этот станок позволяет в автоматическом режиме с высокой точностью изготавливать стропила разного уровня сложности.
Изготовленные на нашем предприятии деревянные стеновые панели с вырезанными оконными и дверными проемами, а также с техническими каналами под коммуникации, фронтоны, фасады, перекрытия, элементы кровли поставляются на объект строительства, где и происходит их монтаж.На сборку дома площадью от 100 до 200 м²уходит от 4 до 7 дней.
Этапы производства:
ПроектированиеПроектирование осуществляется с помощью программного обеспечения CADwork, которое является лидером в области проектирования деревянных конструкций.
Сушка сырья
Сырье, поступающее на производственный комбинат компании Вудвилль проходят этап мягкой бережной сушки на современном оборудовании, австрийского производства. Пиломатериал просушивается в сушильных камерах до конечной влажности 9-10 %
Сортировка пиломатериала
Далее доски отправляются непосредственно в производственный модуль, где происходит отбор по сортам. Для изготовления стеновых панелей MHM используется пиломатериал 0-3 сорта (ГОСТ № 8486-86 «Пиломатериалы хвойных пород. Технические требования»).
Строгание
Затем на четырехстороннем строгальном станке доски обрабатываются следующим образом: на одной стороне доски фрезеруются продольные пазы для повышения теплоизоляционных свойств, обратная сторона доски строгается с гладкой поверхностью, на двух боковых кромках нарезается четверть для предотвращения продувания панелей.
Изготовление заготовки стеновой панели
Для изготовления заготовки стеновой панели используется станок «Wandmaster». Заранее подготовленные профилированные доски автоматически крестообразно укладываются в слои в продольном и поперечном направлении и сбиваются алюминиевыми желобчатыми шрифтами послойно, диагонально через каждые 14-20 сантиметров, в зависимости от ширины доски. На выходе получаются массивные деревянные панели, максимальный размер которых 3,0х6,0 метров, толщина панели от 115 мм до 345 мм.
Обработка заготовки стеновой панели:
Готовые стеновые элементы с помощью транспортера перемещаются в портально - обрабатывающий центр PBA. Здесь поверхность плиты фрезеруется по толщине, тем самым выравнивается внутренняя поверхность стен. Далее происходит раскрой заготовки в готовый элемент стены будущего дома – панель обрабатывается по контуру, в ней вырезаются оконные и дверные проемы, а также технологические каналы под коммуникации.
Производство стропильных систем, лестниц:
Одновременно с изготовлением стен, идет подготовка лестниц и стропильной системы на другом специализированном станке «Hundegger K2i». Это полностью автоматизированный станок позволяющий оператору станка работать, как в ручном, так и в автоматическом режиме при помощи машинных данных рассчитанных проектно-конструкторским департаментом. Этот станок позволяет в автоматическом режиме с высокой точностью изготавливать стропила разного уровня сложности.
0